![]()
![]()
![]()
![]()
![]()

Background
The limiting dome height (LDH) test is used to assess the formability of sheet metal alloys, and is commonly used for steel and aluminum. The figure below shows an exploded view of a computer simulation of the tools and test specimen.
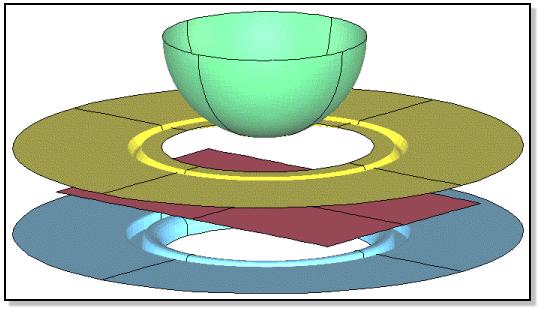
The test specimen, the brown rectangle in the image, is placed between two clamping tools, shown as blue and yellow. The clamping tools have an interlocking groove and ridge that constrain the specimen when closed. A four inch diameter hemispherical punch, shown in green, is pressed downward against the specimen, forming a dome.
The simplest measure of formability is the height of the dome that can be made before the specimen fractures. This test can be used to determine better measures, such as the forming limit diagram (FLD), although a discussion of the FLD is beyond the scope of this short article.
Description
This simulation was used to measure the accuracy of a number of different material representations and process parameters. By matching simulations to actual test results, it was found that the friction between the sheet metal and the hemispherical punch was an overriding factor in the process, so the rest of this discussion will concentrate on the friction effect. Shown below is the result of a simulation with the friction at a nominal 15%. The part has been flipped over in order to better see the results. Equivalent plastic strains are coded with red the highest and blue the lowest.
Move your mouse over the figure below to see an animation of the simulation (requires javascript).
It can be seen that the highest strain in the dome is offset from the center. If the friction was reduced to 10%, the following result was found.

The maximum strains in the dome are now lower, and they have moved closer to the top center of the dome. If the friction was further reduced to 1%, the change was even more obvious (see the next illustration). The maximum strain moved to the very top of the dome.
Conclusions
This example illustrated the use of sheet metal forming simulation to perform a study of the friction sensitivity of the LDH process. It was found that relatively small variations in the friction, on the order of a few percent, could have a large influence on the result of the test. Procedures to control the preparation of the samples and test equipment were agreed upon by all parties involved with this work. Thereafter, test results, and the derived FLDs, were much more consistent.
While the geometry of this example was relatively simple, the same techniques
can be applied to much more complex parts. Entire automotive body panels are
routinely modeled by the automotive companies and their contractors. These
methods can also be used in other products, such as the forming of plastic
and composite blister packaging for pharmaceuticals.
|
Copyright © 2000 - 2018 Nonlinear Engineering, LLC |

|
Page last updated 05 July 2018 |